クランプのポイント
はじめに
適正なワーク固定で、精度を安定させることは機械加工の基本となります。
ここでは、クランプバーで押さえるクランプや位置決めの方法、剛性有無によってワークに及ぼす影響と解決方法や製品を紹介しています。
クランプ・位置決め・剛性が関係するワークへの影響
クランプバーでワークをクランプする場合、繰り返し同じ位置にワークを位置決めして、その状態を維持してクランプしなければなりません。
しかし、クランプにはさまざまな要素や条件が関係しており、ワークの位置決め精度や加工精度にも影響します。
ここではその一例をご紹介します。
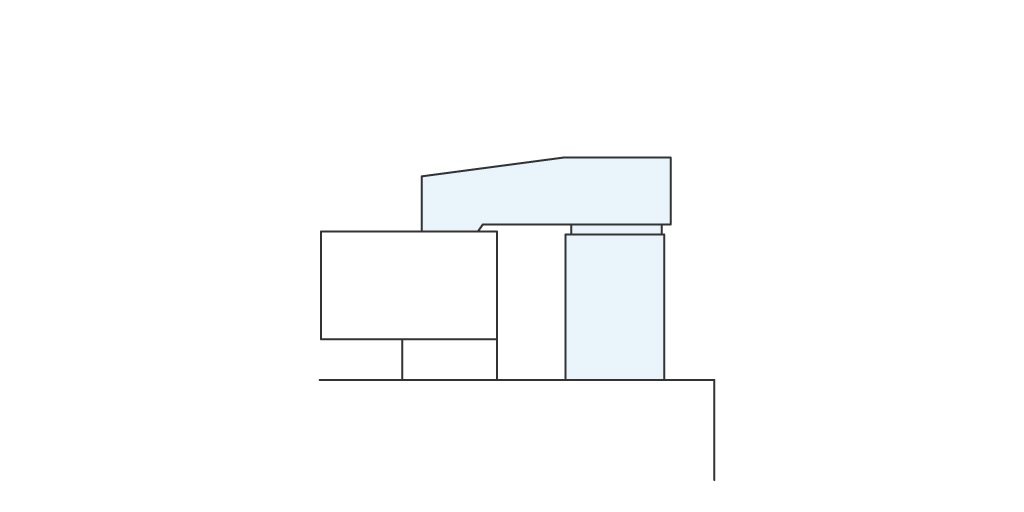
クランプによりワークの歪み・変形・浮き上がりが発生する
原因:ワークを垂直にクランプできていないことが考えられます。
クランプバーが傾いた状態でワークを無理に押さえ付けてしまうと、ワークがクランプバーに倣いワークが傾いたり変形が発生します。
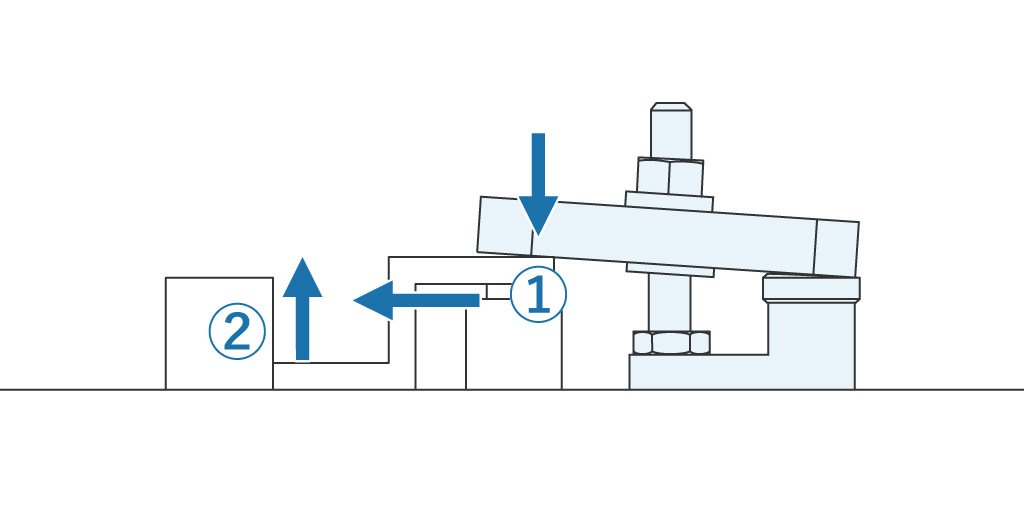
1.水平方向にも力が加わりワークがズレる。
2.位置決め部にワークが押さえつけられて浮き上がる・歪む。
原因:クランプ方向に対して位置決めがないことが考えられます。
クランプのポイント・方向に対して位置決め・受けが無いとワークに傾きや変形が発生します。
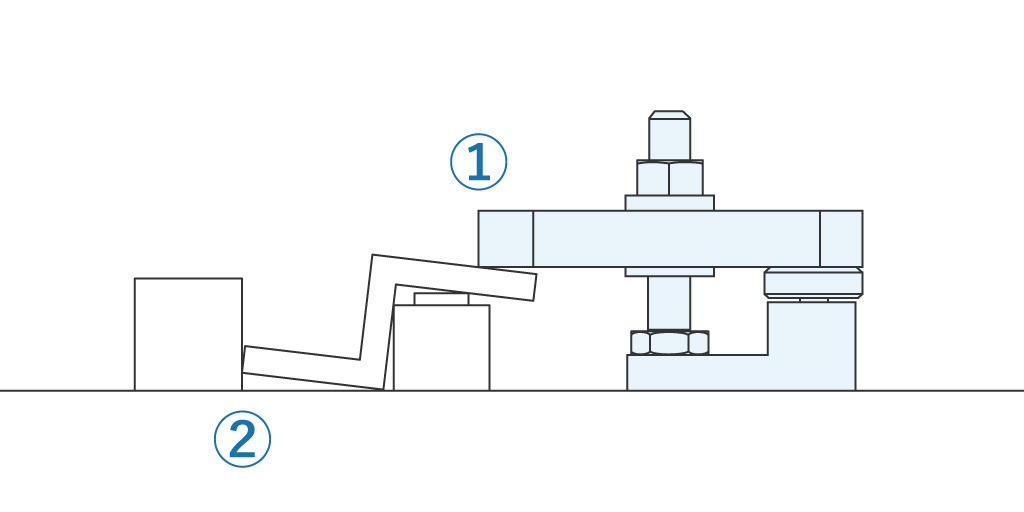
1.ワークが傾き位置決め精度が安定しない。
2.ワークがズレて位置決めができない。
ビビりによる精度悪化
原因:クランプバーの剛性が低いことや必要以上にトルクをかけていることが考えられます。
クランプ力に対してクランプバーの剛性が低いと締付に対して変形しクランプ力は上がりません。
また、必要以上に締付トルクを大きくして締め付ける作業はワークの歪みにも影響します。
さらに、繰り返し使用することで最悪の場合破損する可能性もあります。
1.クランプバーが曲がり要求クランプ力を確保できずビビりが発生する。
2.ワークがズレる・加工中の破損リスクが高まる。
解決・対策方法
クランプに関係する要素や条件、影響の一例をご理解いただいたうえで、
- どのように問題へ対策していくのか
- どのような機能を持った製品を使えばよいのか
- どのような点を管理しなければならないのか
を分かりやすく解説しています。
今後の検討や対策の参考になれば幸いです。
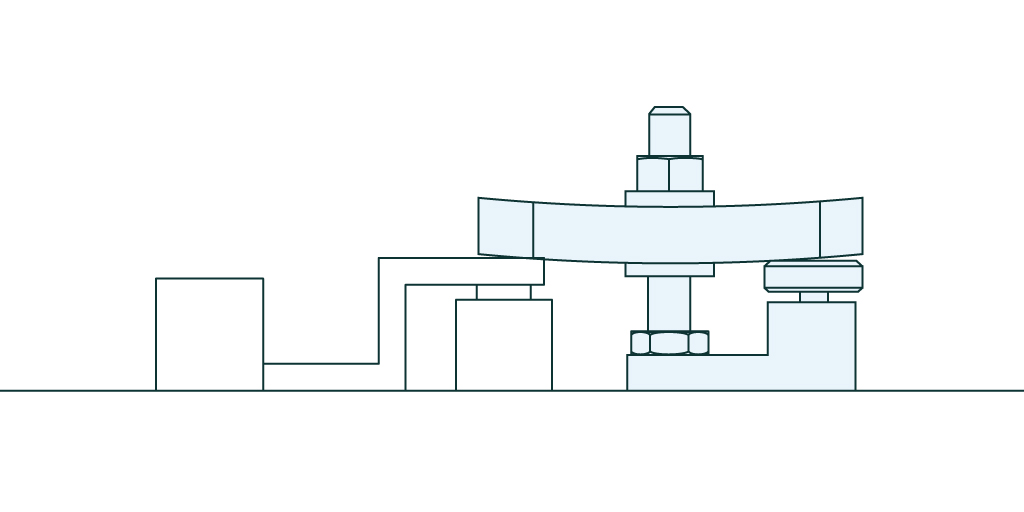
傾きを吸収する機能を持ったアタッチメントやナットの活用
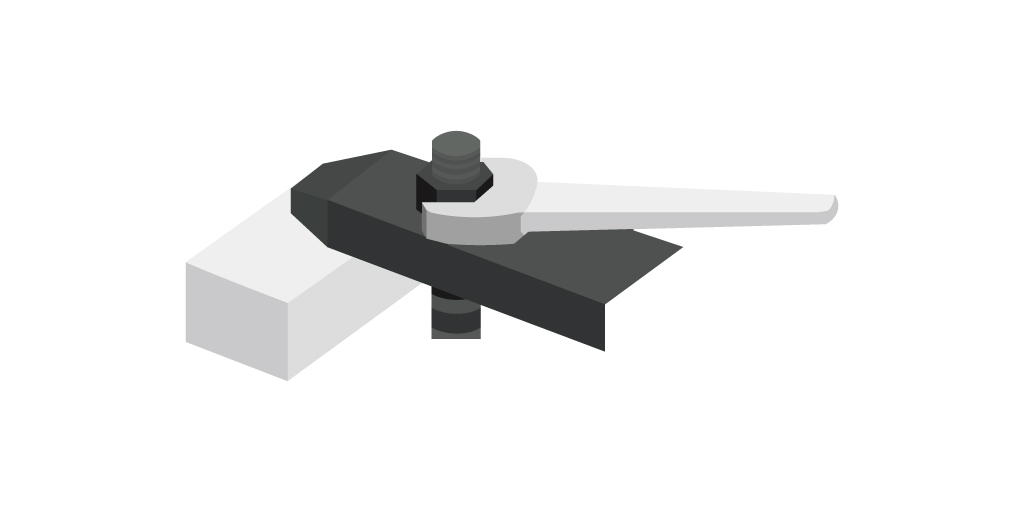
クランプ面が傾斜するアタッチメントをクランプバーに取り付けることで、クランプバーに傾きがあってもワークを垂直にクランプできます。
また、締め付け用のナットに球面のナットや座金を使用すれば、クランプバーの傾きによるネジやクランプバーの摩耗、集中負荷を回避し、規定トルクで正確な締付力を確保、破損のリスクも低減できます。
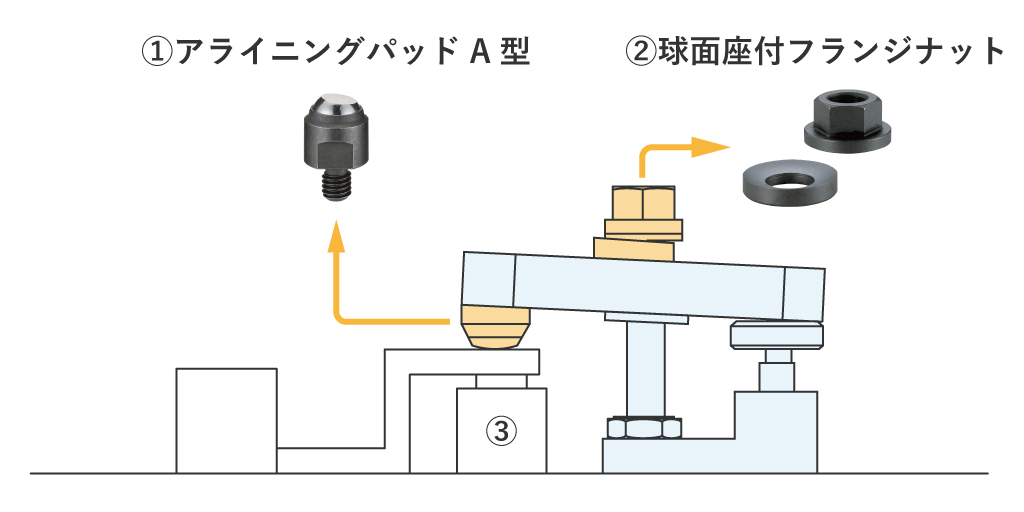
1.クランプバーの傾きを吸収してワークを垂直クランプできる
例)クランプ面が傾斜するアライニングパッドA型
2.クランプバーの傾きを吸収して垂直かつ均等に軸力を与えて締付できる
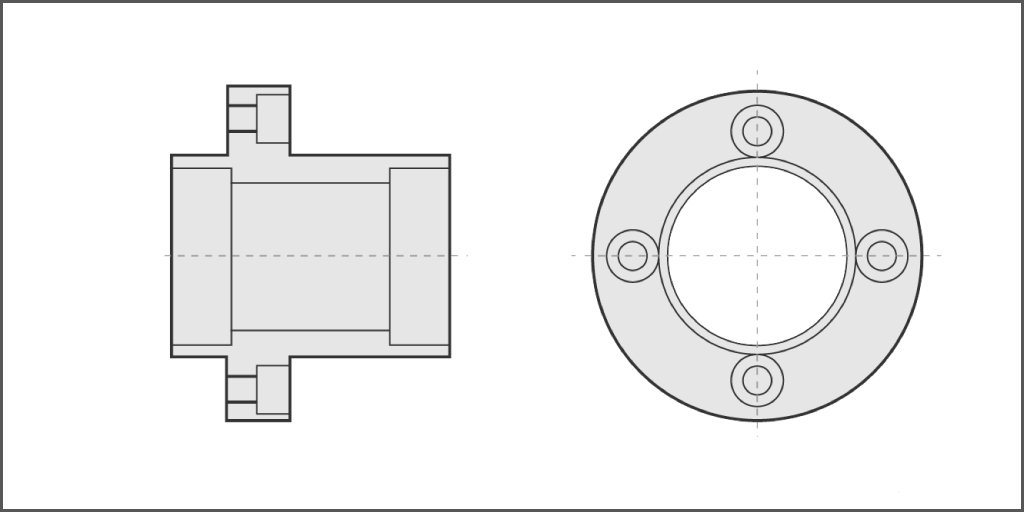
例)締付の接触面が球面でスライドして吸収する球面座付フランジナット
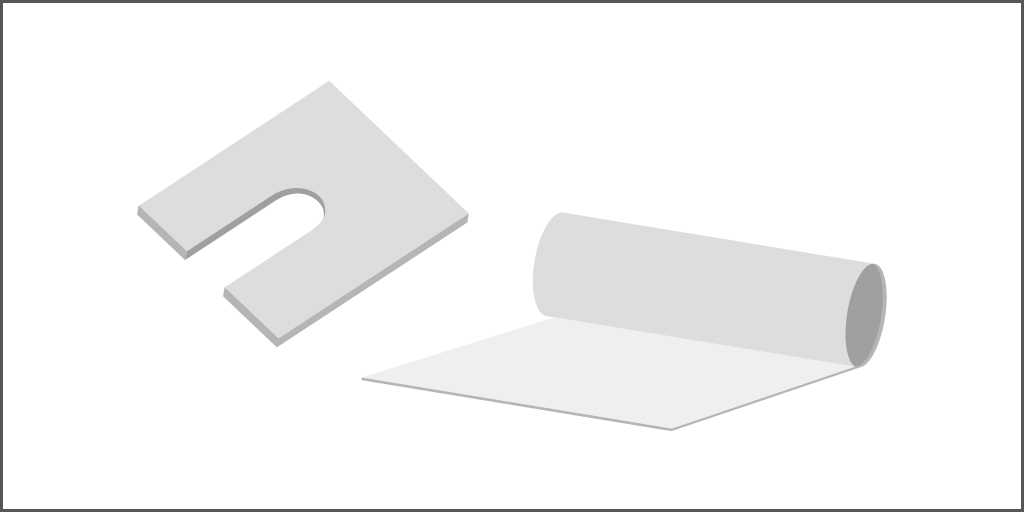
3.クランプポイントと同軸上に位置決めを設置してワークを変形させずにクランプできる
規定トルクの設定でクランプ力を管理できます
ワークのクランプは締付できれば良いというものではありません。
ワークやクランプバーなどの剛性、締め付け方向に対する位置決めの安定性などを考慮、評価して、適正な締付力を規定して常に同じ力で締め付け、クランプしなければなりません。
これらの必要なクランプ力を得るには、ネジに加えるトルクと軸力の関係を知る必要があります。
以下の基本的な考え方と計算を参考にしてください。
トルクとは?
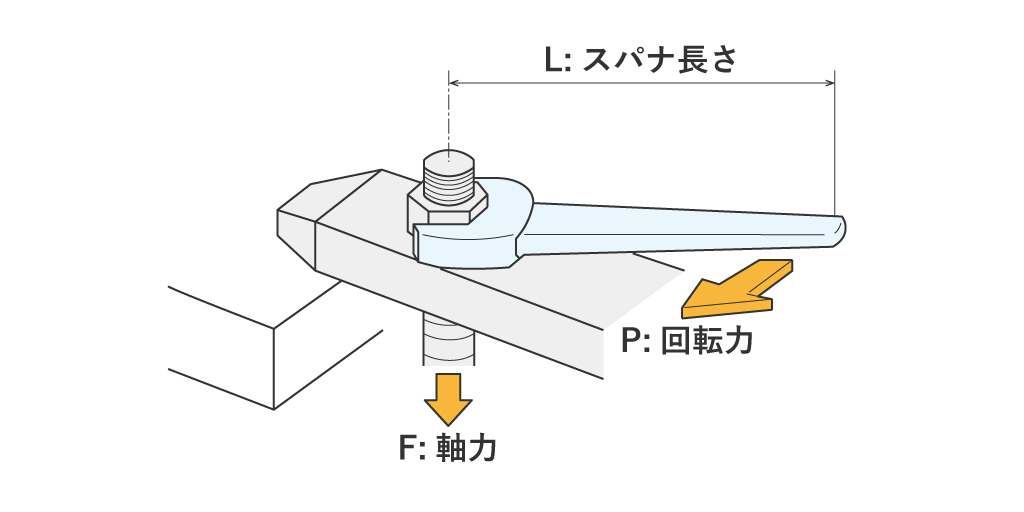
T系列でのトルクと軸力の関係(トルク係数を0.2としています)
| 呼び径 | T系列 [N.m] |
軸力 [kN] |
0.5系列 [N.m] |
軸力 [kN] |
1.8系列 [N.m] |
軸力 [kN] |
2.4系列 [N.m] |
軸力 [kN] |
|---|---|---|---|---|---|---|---|---|
| M8 | 12.5 | 0.8 | 6.2 | 0.4 | 22 | 1.4 | 29.5 | 1.8 |
| M10 | 24.5 | 12.3 | 12.2 | 6.1 | 44 | 22 | 59 | 29.5 |
| M12 | 42 | 17.5 | 12.2 | 8.8 | 76 | 31.7 | 100 | 41.7 |
| (M14) | 68 | 24.3 | 34 | 12.1 | 120 | 42.9 | 166 | 59.3 |
| M16 | 106 | 33.1 | 53 | 16.6 | 120 | 59.4 | 255 | 79.7 |
| (M18) | 146 | 40.6 | 73 | 20.3 | 270 | 59.4 | 350 | 97.2 |
| M20 | 204 | 51 | 102 | 25.5 | 370 | 92.5 | 490 | 122.5 |
| (M22) | 282 | 64.1 | 140 | 31.8 | 500 | 113.6 | 670 | 152.3 |
| M24 | 360 | 75 | 180 | 37.5 | 650 | 135.4 | 860 | 179.2 |
| 用途 | 一般 | 電子製品 | 車両・エンジン | 建設 | ||||
同サイズのネジでも、摩擦、表面処理、硬度等の微妙な違いで軸力にはバラツキが発生します。
上記表はおおよその目安であるため状況に応じてご確認ください。
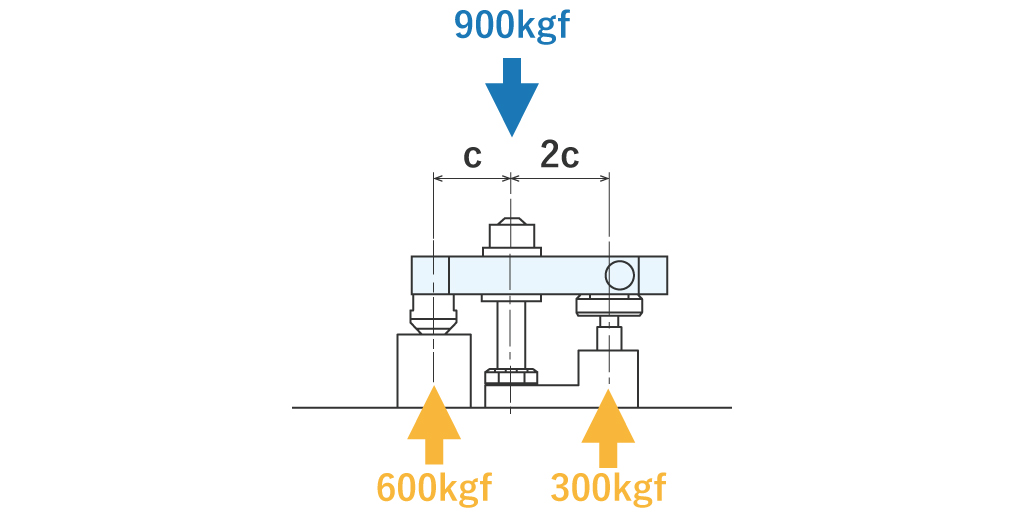
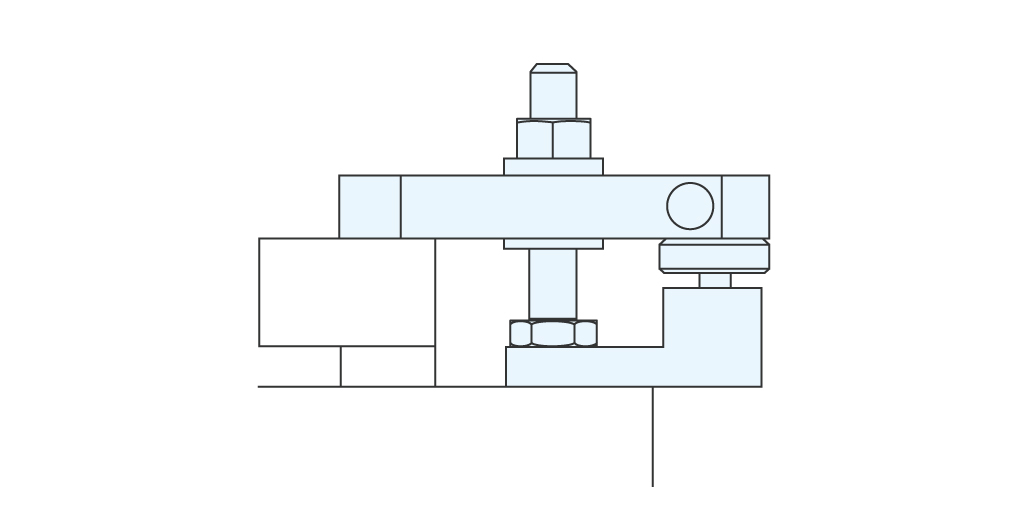
クランプバーでのクランプ力計算
ネジにトルクを加えることにより、発生する軸力でクランプバー両端に加わる力が下式で算出できます。
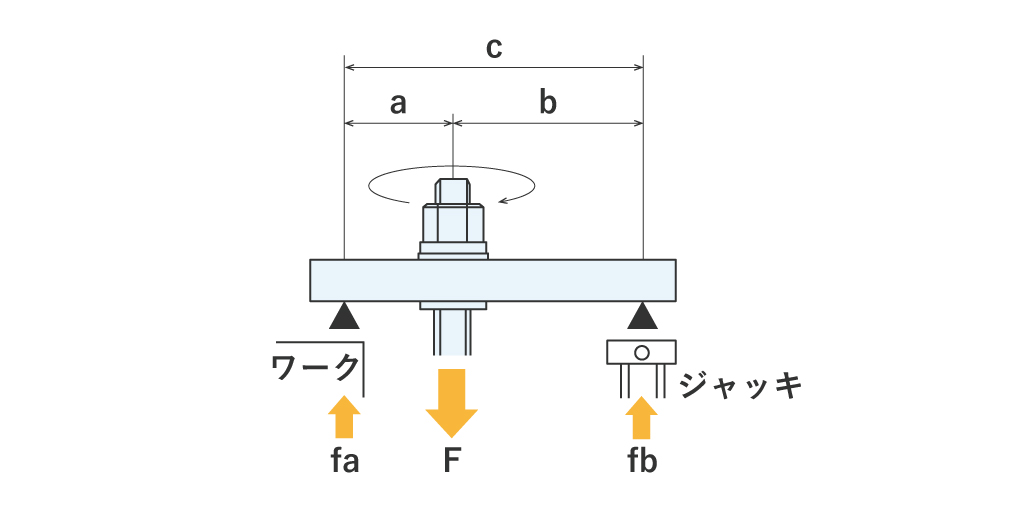
fa・a = fb・b ── ②
F (kN) :ネジの軸力 fa = F・b / (a + b)
a (cm):締付部~クランプ端の距離
b (cm):締付部~ジャッキ端の距離
fa(kN):クランプ端に加わる力
fb(kN):ジャッキ端に加わる力
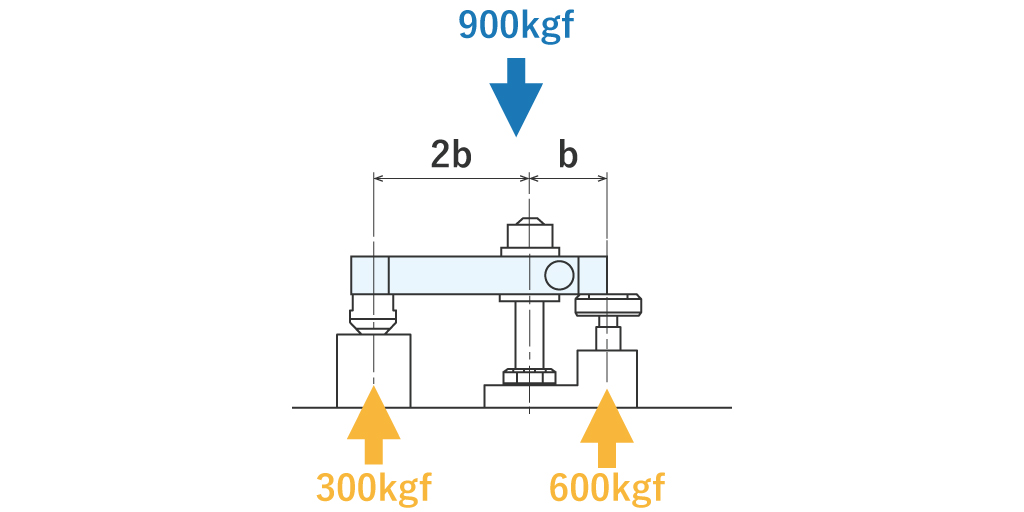
例:F= 30kNの場合
a= 5㎝
b= 10㎝の場合
②式より
fb = fa・a / b
①式に代入してクランプ端に加わる力は
fa = F・b / a + b
= 30 × 10 / 15
= 20(kN)
また、ジャッキ端に加わる力は
fb = F-fa
= 10(kN)
となります。
支持ポイントにより、クランプ力が大きく変わるため必要なクランプ力を得るためには注意が必要です。
クランプ力を下げたい場合
クランプ力を上げたい場合